-


-


-


WeChat

Робот для межшкафной инспекции
Когда слышишь 'робот для межшкафной инспекции', первое, что приходит в голову — какая-то универсальная машина на гусеницах, которая сама всё найдёт и запишет. На деле же, если ты реально работал с осмотром оборудования в тесных пространствах подстанций или депо, понимаешь: главная проблема не в том, чтобы 'ездить', а в том, чтобы 'видеть' и 'дотянуться' туда, куда человеку не подступиться, да ещё и не устроить при этом замыкание. Многие заказчики думают, что купил робота — и все проблемы решены. А на практике оказывается, что ширина прохода между шкафами — 40 см, высота порога — 5 см, а ещё кабельные трассы под ногами... И вот уже не до красивых презентаций.
Что на самом деле скрывается за термином
Под роботом для межшкафной инспекции в нашей сфере обычно понимают мобильную платформу, адаптированную для работы в стеснённых условиях электрических и аппаратных помещений. Ключевое слово — 'адаптированную'. Это не просто тележка с камерой. Это система, которая должна учитывать специфику объекта: материалы покрытия пола (часто скользкий эпоксидный наливной пол), наличие магнитных помех от силового оборудования, необходимость работы в условиях возможной запылённости или повышенной температуры.
Вот, к примеру, на одном из объектов по внедрению безлюдной эксплуатации тяговых подстанций столкнулись с тем, что стандартные датчики навигации 'слепли' из-за сильного электромагнитного фона. Пришлось комбинировать системы: одометрия по колёсам, визуальные метки на стенах и, в крайнем случае, ультразвук. Это не было прописано в изначальном ТЗ, но без такого гибридного подхода робот просто терялся между рядами шкафов.
Именно поэтому компании, которые серьёзно занимаются интеллектуализацией железнодорожного транспорта, как, например, ООО Сычуань Хунцзинжунь Технолоджи (сайт: hjrun.ru), подходят к разработке таких систем с фокусом на адаптацию. В их линейке продукции по эксплуатации и ТО как раз есть роботы для осмотра оборудования и объектов на территории депо и станций, что логично включает в себя и задачи межшкафного контроля. Их подход — не продать 'коробку', а внедрить решение, которое будет работать в конкретной среде.
Конструктивные особенности, о которых не пишут в брошюрах
Самое интересное начинается, когда переходишь от общих слов к железу. Корпус. Казалось бы, что тут сложного? Но если робот должен работать в непосредственной близости от токоведущих частей, материал корпуса должен быть диэлектрическим, прочным и при этом лёгким. Часто идут компромиссы. Использование углепластика решает вопрос веса и изоляции, но стоимость взлетает, а ремонтопригодность падает.
Ходовая часть. Гусеницы дают проходимость, но оставляют следы на чистом полу и могут зацепить лежащие кабели. Колёса с независимой подвеской — более аккуратный вариант, но требуют идеально ровного пола. Мы как-то пробовали поставить робота на шасси с 'шагающими' приводом для преодоления порогов. Идея была хороша, но надёжность механической части в условиях постоянной вибрации от работающего оборудования оказалась низкой. Вернулись к проверенным мотор-колёсам с высоким клиренсом.
И ещё один нюанс — энергоснабжение. Аккумуляторы. Их ёмкости должно хватать на полноценный обход, плюс запас. Но если робот оснащён тепловизором, системой газоанализа (для обнаружения озона или признаков перегрева изоляции) и мощным процессором для обработки данных на борту, то потребление становится серьёзным. Приходится либо делать систему автоматической подзарядки (искать 'док-станцию' в лабиринте шкафов), либо закладывать в график инспекции принудительные перерывы на зарядку, что снижает эффективность.
Система зрения и анализа: глаза и мозг робота
Основная задача робота для межшкафной инспекции — не проехать, а обнаружить аномалию. Поэтому сенсорный набор — это сердце системы. Стандартный набор: цветная камера высокого разрешения для чтения показаний приборов и визуального осмотра состояния клемм, и тепловизор для выявления точек перегрева. Казалось бы, всё просто.
Но на практике возникает масса 'но'. Освещение. В межшкафных проходах часто полумрак, а использовать свою мощную подсветку — значит создавать блики на глянцевых поверхностях приборов. Приходится использовать рассеянный свет или несколько источников под разными углами. Ещё одна головная боль — фокус и угол обзора. Чтобы считать показания с analog-приборов, нужен узкий угол и чёткий фокус на шкале. Чтобы осмотреть заднюю стенку шкафа на предмет повреждений кабелей — широкоугольная камера. Ставить два модуля? Дорого и громоздко. Использовать вариообъектив? Механика менее надёжна.
Анализ данных — это отдельная песня. Ранние версии наших систем просто записывали видео и тепловизионные снимки, а анализ проводил оператор постфактум. Смысл автоматизации терялся. Сейчас в тренде — обработка на борту с помощью AI-алгоритмов. Например, платформа от ООО Сычуань Хунцзинжунь Технолоджи включает AI-интеллектуальную платформу контроля безопасности, и подобные нейросетевые модели можно обучать для распознавания конкретных дефектов: подгоревшая клемма, потёкший конденсатор, вибрация неплотно закреплённой шины. Но для этого нужны огромные размеченные датасеты — тысячи снимков как исправного, так и дефектного оборудования. Их сбор — титанический труд.
Интеграция в общую экосистему безопасности и ТО
Робот-инспектор — не остров. Его ценность умножается, когда он становится частью более крупной системы. Например, в контексте безлюдной эксплуатации и обслуживания тяговых подстанций, о которой говорит hjrun.ru, робот становится 'глазами и руками' центра управления. Он не только находит проблему, но и, будучи интегрированным с системой позиционирования безопасности на стройплощадках (ещё один продукт из их линейки), точно указывает координаты дефекта. Это позволяет диспетчеру мгновенно увидеть на цифровом двойнике подстанции, в каком именно шкафу и на какой шине проблема.
Более того, данные с его сенсоров (температура, визуальные образы, возможно, данные газоанализа) могут стекаться в общую интеллектуальную промышленную систему MES. Это позволяет не просто фиксировать единичные поломки, а проводить предиктивную аналитику. Например, если несколько роботов на разных объектах начинают фиксировать постепенный рост температуры на однотипных контакторах одной партии, это сигнал к плановой проверке и замене всей партии, до того как случится отказ.
Однако здесь кроется главная техническая сложность — интерфейсы и протоколы данных. Оборудование на подстанциях часто разновозрастное, от разных производителей. Заставить робота 'поговорить' со старой системой релейной защиты или SCADA-системой 20-летней давности — задача нетривиальная. Часто требуется разработка шлюзов и адаптеров, что удорожает и затягивает внедрение.
Опыт внедрения и грабли, на которые наступали
Расскажу про один случай, который многому научил. Внедряли систему на одной из тяговых подстанций. Робот был прекрасен: манёвренный, с отличными камерами, обученный AI-моделью распознавать десятки типов дефектов. Первый тестовый прогон прошёл идеально. Начали штатную эксплуатацию. И через неделю — ложное срабатывание на 'перегрев' на абсолютно холодном участке шины. Разбираемся. Оказалось, что в определённое время дня через высокое окно в помещение падал луч солнца, который на несколько минут освещал эту шину. Тепловизор фиксировал повышение температуры. AI, обученный на данных без этого фактора, интерпретировал это как аномалию.
Пришлось дообучать модель, 'показав' ей этот солнечный зайчик как нормальное явление в конкретных условиях и в конкретное время. Это показало, что никакой, даже самый продвинутый робот для межшкафной инспекции, не может быть абсолютно автономным. Требуется постоянная 'подстройка' алгоритмов под реальную среду, которая всегда уникальна. Это процесс, а не разовое действие.
Ещё один урок — человеческий фактор. Персонал, который годами обходил шкафы с checklist-ом в руках, поначалу отнёсся к роботу с недоверием. Были случаи, когда его просто 'запирали', случайно оставляя в проходе ящик с инструментами. Потребовалась разъяснительная работа, включение дежурных в процесс анализа алертов от робота, чтобы они почувствовали его как помощника, а не как угрозу своей занятости. Внедрение технологии — это всегда в первую очередь изменение процессов, а не только установка оборудования.
Взгляд вперёд: что ещё можно улучшить
Сейчас основные векторы развития видятся в двух плоскостях: автономность и функциональность. С автономностью всё ясно — более ёмкие и безопасные аккумуляторы, более совершенные алгоритмы навигации, позволяющие обходиться без меток в сложной среде. Но интереснее второе — расширение функционала.
Простейший шаг — оснащение манипулятором для простейших действий. Не для ремонта, а для диагностики. Например, робот, обнаружив вибрацию панели, мог бы не просто снять её на видео, а дотронуться до неё датчиком виброакустики, закреплённым на манипуляторе, и передать точный спектр вибраций для анализа. Или, обнаружив подозрительное место, протереть его чистой тряпкой на манипуляторе для лучшего осмотра.
Другой тренд — мультиагентные системы. Один робот не ездит по всей подстанции, а несколько небольших, более простых и дешёвых роботов распределяют зоны ответственности. Если один выходит из строя, система не падает, а просто перераспределяет маршруты других. Это повышает отказоустойчивость. Подобные решения уже просматриваются в логике продуктового портфеля компаний-интеграторов, где роботы для осмотра — часть большой экосистемы.
В конечном счёте, робот для межшкафной инспекции перестаёт быть экзотикой и становится таким же стандартным инструментом обслуживающего персонала, как когда-то мультиметр или тепловизор. Его успех определяется не технологическим чудом, а тем, насколько незаметно и надёжно он вписывается в рутинные процессы, беря на себя рутину и повышая общую надёжность объекта. И в этом смысле, подход, когда разработка идёт рука об руку с глубоким пониманием железнодорожной специфики, как у упомянутой компании, кажется наиболее верным путём.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 48V Система связи электропитания постоянного тока
48V Система связи электропитания постоянного тока -
 Беспилотный летательный аппарат для инспекции контактной сети
Беспилотный летательный аппарат для инспекции контактной сети -
 Система онлайн-мониторинга высоковольтных кабелей
Система онлайн-мониторинга высоковольтных кабелей -
 Промышленный шлюз
Промышленный шлюз -
 Система онлайн-мониторинга оксидно-цинковых разрядников
Система онлайн-мониторинга оксидно-цинковых разрядников -
 Система онлайн-мониторинга газа SF6
Система онлайн-мониторинга газа SF6 -
 Источник бесперебойного питания специализированный для комплектных трансформаторных подстанций КТП
Источник бесперебойного питания специализированный для комплектных трансформаторных подстанций КТП -
 Устройство онлайн-мониторинга аккумуляторных батарей
Устройство онлайн-мониторинга аккумуляторных батарей -
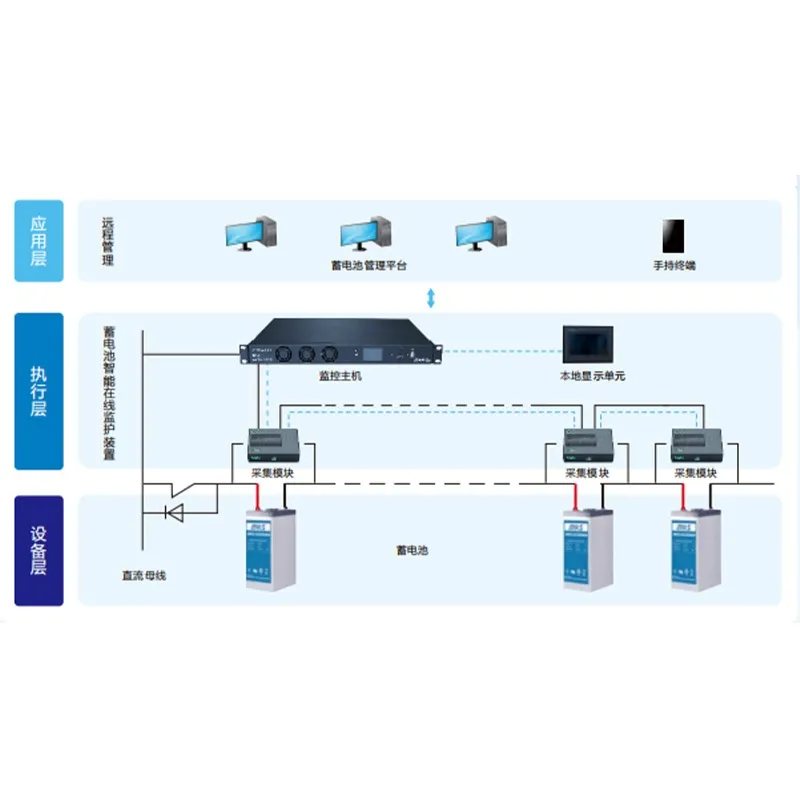 Устройство онлайн-контроля и защиты аккумуляторных батарей
Устройство онлайн-контроля и защиты аккумуляторных батарей -
 Источник бесперебойного питания онлайн-типа серии BUE промышленной частоты 20-100 кВА
Источник бесперебойного питания онлайн-типа серии BUE промышленной частоты 20-100 кВА -
 Шкафы электротехнические по индивидуальному заказу
Шкафы электротехнические по индивидуальному заказу -
 Датчик газа SF6
Датчик газа SF6
Связанный поиск
Связанный поиск- штыревые изоляторы шс
- изолятор опорный 10 3 75
- Интегрированная система электропитания переменного/постоянного тока для подстанций
- Интеллектуальная интегрированная система электропитания
- изолятор типа стойка шни
- rtu 55
- шф 20 г1 изолятор фарфоровый
- изолятор ипу 10 630 7.5 ухл1
- система оперативного постоянного тока
- изолятор фарфоровый шф